Table of Contents
- Introduction: The Dyeing Dilemma in Sustainable Textiles
- 1.1 The Environmental Impact of Conventional Dyeing
- 1.2 Defining “Eco-Friendly Dyeing” for Yarn
- 1.3 The Business Case: Why Sustainable Dyeing Matters Now
- Part I: The Foundation – Preparing Eco-Friendly Yarn for Dyeing
- 2.1 Scouring and Bleaching: Low-Impact Pre-Treatment Methods
- 2.2 Mercerization for Natural Yarns: Energy and Chemical Efficiency
- Part II: The Palette – Categories of Eco-Friendly Dyes and Colorants
- 3.1 Plant-Based & Natural Dyes: Sources, Application, and Limitations
- 3.2 Bio-Based & Fermentation Dyes: The Role of Biotechnology
- 3.3 Low-Impact Fiber-Reactive Dyes: The Workhorse of Sustainable Dyeing
- 3.4 Pre-Metalized and Other Advanced Low-Impact Dyes
- 3.5 Dyeing with Pigments: A Water-Saving Alternative
- Part III: The Process – Sustainable Dyeing Methodologies and Technologies
- 4.1 Exhaust Dyeing: Optimizing for Resource Efficiency
- 4.2 Cold Pad-Batch Dyeing: The Benchmark for Water and Energy Savings
- 4.3 Supercritical CO2 Dyeing: A Waterless Future Technology
- 4.4 Foam Dyeing and Spray Dyeing: Minimizing Liquor Ratios
- 4.5 Digital Yarn Dyeing: On-Demand and Zero Waste Potential
- Part IV: The Chemistry – Auxiliaries, Fixatives, and Post-Treatment
- 5.1 Eco-Friendly Salts, Alkalis, and Leveling Agents
- 5.2 Biodegradable Fixatives and Softeners
- 5.3 The Critical Role of pH Control and Water Quality
- Part V: Performance and Compliance – Ensuring Quality and Verifying Claims
- 6.1 Key Fastness Properties for Eco-Dyed Yarns: Testing Standards
- 6.2 Color Consistency and Batch-to-Batch Reproducibility
- 6.3 Compliance with ZDHC MRSL, GOTS, Bluesign®, and Oeko-Tex Standards
- 6.4 Life Cycle Assessment and Environmental Metrics
- Part VI: A Practical Roadmap for Sourcing and Production
- 7.1 Supplier Questionnaire: Key Questions for Dyehouses
- 7.2 Cost Analysis: Premiums, Savings, and Total Cost of Ownership
- 7.3 Implementation Steps: From Pilot to Full-Scale Production
- 7.4 Documentation and Traceability for Certified Fabrics
- Frequently Asked Questions (FAQ)
- Conclusion: The Colored Path Forward
1. Introduction: The Dyeing Dilemma in Sustainable Textiles
The textile industry faces a colossal challenge: coloring the world’s apparel and goods without poisoning its water and air. Conventional yarn dyeing is notoriously resource-intensive, accounting for an estimated 20-25% of industrial water pollution globally and consuming vast amounts of energy and chemicals. For procurement managers and producers committed to sustainability, How to Dye Eco-Friendly Yarn: A Comprehensive Technical Guide for Sustainable Textile Production the yarn dyeing stage represents both a significant risk and a major opportunity for impact reduction.
1.1 The Stark Reality of Conventional Dyeing
A typical conventional dyehouse for cotton yarn might use:
- Water: 80-150 liters per kg of yarn.
- Energy: Primarily thermal for heating dye baths, contributing heavily to carbon footprint.
- Chemicals: Dozens of auxiliaries, many with poor biodegradability; salt usage can exceed 50-100% of the yarn weight.
- Pollution: Untreated effluent containing heavy metals, toxic amines, and high chemical oxygen demand (COD).
1.2 Defining “Eco-Friendly Dyeing”
For the purpose of this guide, “eco-friendly dyeing” of yarn is a holistic approach that minimizes environmental impact across multiple vectors:
- Inputs: Using dyes and chemicals with low toxicity and high biodegradability.
- Process: Maximizing resource efficiency (water, energy, chemicals) and adoption of clean technologies.
- Output: Ensuring wastewater is non-toxic and readily treatable, and the final product is safe for consumers.
- Performance: Meeting or exceeding the technical and fastness standards of conventional dyes.
1.3 The Business Imperative
Beyond ethics, the drive is commercial. Regulations like the EU’s REACH and brands’ adherence to the ZDHC Roadmap to Zero are making sustainable dyeing a compliance necessity. Consumers are increasingly savvy, and retailers demand transparency. Investing in eco-dyeing mitigates regulatory risk, future-proofs your supply chain, and caters to a growing premium market.
2. Part I: The Foundation – Preparing Eco-Friendly Yarn for Dyeing
Sustainable dyeing starts before the dye enters the vat. Pre-treatment must align with the same ecological principles.
2.1 Scouring and Bleaching
- Conventional Issue: Uses harsh alkalis (caustic soda) and chlorine-based bleaches in high-temperature, water-intensive processes.
- Eco-Friendly Solutions:
- Enzyme Scouring: Using pectinase, lipase, and protease enzymes at lower temperatures (50-60°C) to remove impurities. Reduces water, energy, and alkali use by 30-50%.
- Peroxide Bleaching with Catalysts: Using activated peroxide systems (TAED) allows effective bleaching at lower temperatures (70-80°C vs. 95-98°C) and shorter times, cutting energy use significantly.
- Oxygen Plasma Treatment: A water-free, dry pre-treatment that enhances wettability, though currently more common for fabrics than yarns.
2.2 Mercerization
- Eco-Innovation: Ammonia mercerization (promercization) is a closed-loop, lower-salt alternative to traditional caustic soda mercerization, though its adoption is still niche.
3. Part II: The Palette – Categories of Eco-Friendly Dyes and Colorants
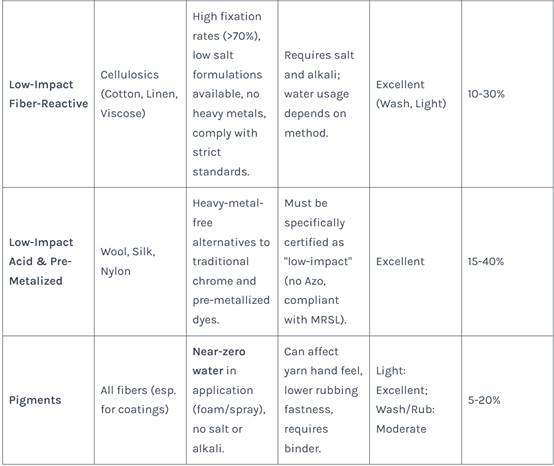
Table 1: Comparison of Eco-Friendly Dye Categories
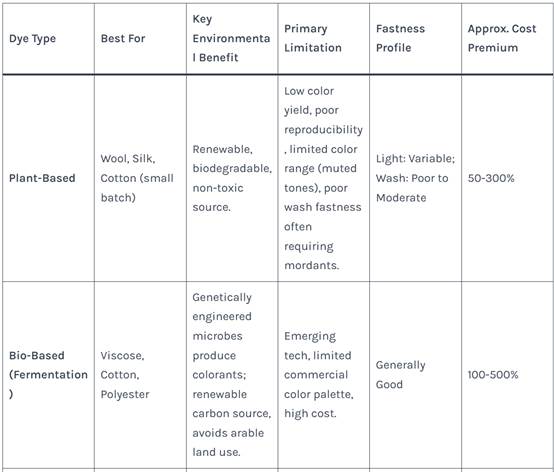
3.1 Plant-Based Dyes: While romantic, they are challenging for industrial scale. Key issues are mordants (metal salts used to fix color), which can introduce heavy metals like aluminum, tin, or chromium unless carefully managed. Truly ecological plant dyeing uses biomordants like tannins from plants.
3.2 Low-Impact Fiber-Reactive Dyes: The most practical solution for cotton. “Low-impact” is a term defined by certifications (GOTS, etc.) and generally means:
- High fixation rate (minimizing dye in effluent).
- No heavy metals or known carcinogens.
- Not containing banned amines.
- Often, but not always, lower salt requirements.
3.3 Pigment Dyeing: A grossly underutilized sustainable option for yarn, especially for heather or melange effects. Pigments are insoluble particles fixed to the yarn surface with a binder. The process, when done via foam application, can reduce water use by 95%+ compared to exhaust dyeing.
4. Part III: The Process – Sustainable Dyeing Methodologies and Technologies
The how is as important as the what.
Table 2: Comparison of Sustainable Dyeing Technologies for Yarn
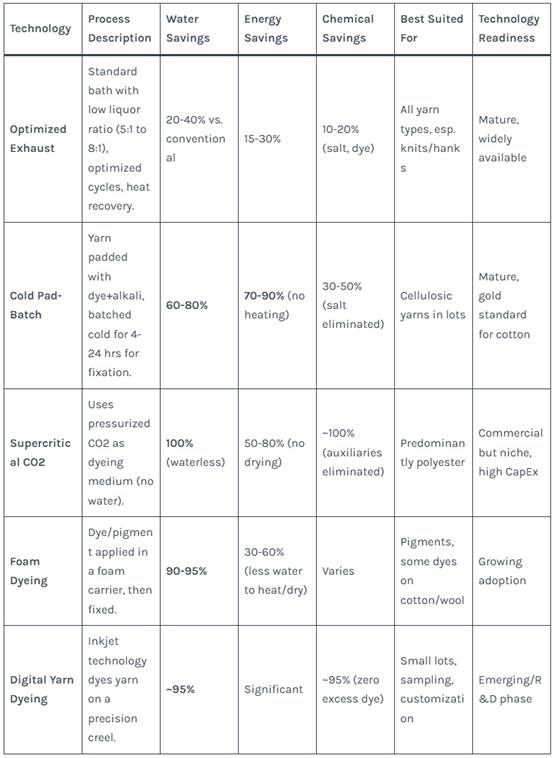
4.2 Cold Pad-Batch Dyeing: This is the workhorse for sustainable cotton yarn dyeing. Its ultra-low liquor ratio and ambient-temperature fixation make it exceptionally efficient. The key is precise chemical metering and controlled batching time.
4.3 Supercritical CO2 Dyeing: A revolutionary, waterless process where CO2 becomes a supercritical fluid, acting as the dye carrier. It is commercially used for polyester, offering brilliant results with 98%+ dye uptake and allowing for nearly 100% CO2 recovery and reuse. Barriers remain for natural fibers.
5. Part IV: The Chemistry – Auxiliaries, Fixatives, and Post-Treatment
Eco-dyeing fails if toxic auxiliaries are used.
- Salts: Potassium chloride can be a slightly more sustainable alternative to sodium chloride, but reduction is the goal. CPB eliminates salt.
- Alkalis: Silicates and carbonates are preferred over harsh caustic soda where possible.
- Leveling and Dispersing Agents: Must be readily biodegradable and MRSL-compliant.
- Fixatives & Softeners: Cationic fixatives should be avoided for GOTS; silicone-based softeners must be non-D4/D5/D6. Plant-derived softeners (e.g., based on soybean oil) are emerging.
6. Part V: Performance and Compliance
6.1 Fastness: Eco-dyed yarn must perform. Common standards:
- Wash Fastness: ISO 105-C06. Target Grade 4+.
- Light Fastness: ISO 105-B02. Target Grade 5+ for apparel, 6+ for upholstery.
- Rubbing Fastness: ISO 105-X12. Target Grade 4+.
Low-impact reactive dyes typically match or exceed conventional dye fastness.
6.2 Compliance Checklists:
- ZDHC MRSL Conformance Level 3: The dyehouse should provide test reports for inputs and wastewater.
- GOTS: Dyes must be from approved lists (no AZO, specific heavy metals). Full chemical inventory review.
- Bluesign®: Dyes and auxiliaries must be “Blue” approved.
- Oeko-Tex Standard 100: The final dyed yarn must pass the stringent limits for harmful substances.
6.3 LCA Metrics: Request data for your specific yarn/dye combination:
- Water Consumption (L/kg yarn)
- Energy Consumption (kWh/kg yarn)
- Global Warming Potential (kg CO2-eq/kg yarn)
- Table 3: Sample LCA Data (Comparative)
Dyeing ProcessWater Use (L/kg)Energy (kWh/kg)GWP (kg CO2-eq/kg)
Conventional Cotton Exhaust 100 3.5 2.8
Cold Pad-Batch Cotton250.70.9
Conventional Polyester HT 50 2.5 2.1
Supercritical CO2 Polyester<11.00.67. Part VI: A Practical Roadmap7.1 Supplier Questionnaire:- “What is your average liquor ratio for X fiber type?”
- “Can you provide ZDHC Gateway wastewater test results for the last quarter?”
- “Do you have GOTS or Bluesign® system certification for the dyeing unit?”
- “What is your primary heat source? What percentage is renewable?”
- “Can you provide an LCA or EPD for your dyeing service?”
7.2 Cost Analysis: While low-impact dyes cost 10-40% more, Cold Pad-Batch can reduce total processing cost by 15-25% due to massive energy and water savings. The ROI is clear at scale. 7.3 Implementation: Start with a pilot lot for a new product line. Test performance thoroughly. Work with the dyehouse to optimize the recipe. Scale up with clear specifications. 8. Frequently Asked Questions (FAQ) Q1: Are “natural dyes” always the most eco-friendly choice?
A1: Not necessarily. At an industrial scale, natural dyes can have a higher environmental cost due to low color yield (requiring vast amounts of plant material and land), the frequent need for metal mordants, and poor fastness leading to quicker garment disposal. Certified low-impact synthetic dyes often have a lower overall footprint. Q2: What is the single most effective change a dyehouse can make to become more sustainable?
A2: For cotton yarn dyers, adopting Cold Pad-Batch technology provides the most dramatic and immediate reduction in water and energy consumption. It’s a proven, mature technology with a fast payback period. Q3: Can recycled polyester (rPET) yarn be dyed with eco-friendly methods?
A3: Yes, but with caution. rPET has a different thermal history and may dye to a slightly different shade than virgin PET. Supercritical CO2 is ideal. In conventional dyeing, using low-temperature carrier-free dyes is crucial to prevent damaging the yarn and to ensure levelness. Q4: How do I verify a “low-impact” dye claim?
A4: Ask for the specific dye manufacturer and product name and cross-check it against the positive lists of standards like GOTS or the Bluesign® blue guide. Do not accept generic claims. Q5: Is water recycling common in eco-friendly dyehouses?
A5: It is a hallmark. Advanced treatment (reverse osmosis, ultrafiltration) allows 90-95% of process water to be recycled and reused, especially in water-scarce regions. Ask about their water recovery rate. Q6: Does eco-friendly dyeing limit my color options?
A6: Not significantly with modern low-impact dyes. The palette is virtually as extensive as conventional dyes for most fibers. The main limitations are with specific, highly complex pigments or certain fluorescent shades, where alternatives are still developing. Q7: How does sustainable dyeing affect the hand feel of the yarn?
A7: It should not negatively affect it. In fact, processes like CPB can be gentler on fibers. The choice of softener in the final rinse has the greatest impact on hand feel, and numerous eco-friendly softeners are available. Q8: What certifications should I prioritize when sourcing eco-dyed yarn?
A8: For the dyeing process itself, Bluesign® or GOTS dyeing unit certification are the strongest. For the final product, GOTS (for organics) or an Oeko-Tex Standard 100 certificate paired with verifiable process data (like ZDHC conformance) is excellent. 9. Conclusion: The Colored Path Forward Eco-friendly yarn dyeing is no longer a conceptual ideal; it is a suite of viable, commercial, and superior technical practices. The path forward involves moving from a singular focus on the dye molecule to a holistic view of the entire dyeing system—from pre-treatment to wastewater. By prioritizing processes like Cold Pad-Batch, demanding MRSL-compliant chemistry, and embracing traceability, brands and manufacturers can drastically reduce their environmental impact without compromising on quality or color. The future of textile color is not dull; it is bright, clean, and efficient. The technology exists. The business case is solid. The time for implementation is now.